
获得全球认可的“日本威士忌”
Guideto Japan
社会 文化 生活- English
- 日本語
- 简体字
- 繁體字
- Français
- Español
- العربية
- Русский
威士忌是成年人之酒。请打开一瓶顶级品牌的威士忌,往小巧的玻璃杯中倒入少许。静置片刻,便会散发出源自麦芽的浓郁之香、长年醇化后的甘美之香、宛如置身森林之中的沉稳之香和稍许的焦木之香……。这所有的味道浑然一体,在我们感性的深处引发震撼。
仅用大麦和水制造的酒为何能酝酿出如此复杂的味道和香气?答案就在于蒸馏后长达10年、20年以上在酒桶里的醇化、放置酒桶的自然环境,以及酿造出能够长年醇化的原酒之人的智慧与技术。
日本威士忌独占鳌头,震惊世人
英国专业杂志《Whisky Magazine》在2001年首次举办了“Best of the Best”大赛,评选结果震惊了全世界的威士忌爱好者们。因为Nikka Whisky的“Single Cask(单一桶原酒)余市10年”和三得利的“响21年”分获综合第一、第二名,日本威士忌独占了鳌头。
大赛中,来自英国、美国和日本的共计62位专家对该杂志从世界各地选出的47种威士忌进行了盲评。“日本威士忌”力压威士忌发源地苏格兰的苏格兰威士忌,首次被认定为“世界第一”。
1924年(大正13年),寿屋(现在的三得利)首次在京都郊外的山崎蒸馏出国产的麦芽原酒,到今年正好90年。正如下表所示,现在日本威士忌的口味和品质完全堪与苏格兰威士忌比肩。我们走访生产一线,探寻了其中的一些秘密。
“超越苏格兰”的日本威士忌的主要获奖情况
| 2001 | WM Best of the Best 综合第一名 | Nikka Single Cask余市10年 |
|---|---|---|
| 综合第二名 | 三得利 响21年 | |
| 2007 | WWA世界最佳调和型威士忌 | 三得利 响30年 |
| WWA世界最佳调和麦芽威士忌 | Nikka 竹鹤21年 | |
| 2008 | WWA世界最佳调和型威士忌 | 三得利 响30年 |
| WWA世界最佳单一麦芽威士忌 | Nikka Single Malt余市1987 | |
| 2009 | WWA世界最佳调和型麦芽威士忌 | Nikka 竹鹤21年 |
| 2010 | WWA世界最佳调和型威士忌 | 三得利 响30年 |
| WWA世界最佳调和麦芽威士忌 | Nikka 竹鹤21年 | |
| 2011 | WWA世界最佳调和型威士忌 | 三得利 响21年 |
| WWA世界最佳单一麦芽威士忌 | 三得利 山崎1984 | |
| WWA世界最佳调和麦芽威士忌 | Nikka 竹鹤21年 | |
| 2012 | WWA世界最佳单一麦芽威士忌 | 三得利 山崎25年 |
| WWA世界最佳调和麦芽威士忌 | Nikka 竹鹤17年 | |
| 2013 | WWA世界最佳调和型威士忌 | 三得利 响21年 |
| WWA世界最佳调和麦芽威士忌 | MARS Maltage3+25 28年 | |
| 2014 | WWA世界最佳调和麦芽威士忌 | Nikka 竹鹤17年 |
注)WM是英国专业杂志Whisky Magazine的缩写,WWA是世界威士忌大奖的缩写
 Nikka Single Cask余市10年(左) 三得利 响21年(中) Nikka 竹鹤21年(右)
Nikka Single Cask余市10年(左) 三得利 响21年(中) Nikka 竹鹤21年(右)
保留着80年前原貌的余市蒸馏厂
余市位于北海道积丹半岛与陆地连接之处,从札幌乘列车前往约需1个小时,是一个苹果、樱桃果园众多、人口两万的城镇。过去曾因捕捞鲱鱼而繁盛一时,但如今却已不复昔日风光。酿造出世界顶尖麦芽威士忌的Nikka的蒸馏厂的石厂门就在车站附近,还保持着80年前创业之初的原貌。
 Nikka・余市蒸馏厂正门(左) 从正门2层看到的生产车间楼群(右)
Nikka・余市蒸馏厂正门(左) 从正门2层看到的生产车间楼群(右)
 余市蒸馏厂的杉本淳一厂长
余市蒸馏厂的杉本淳一厂长
杉本淳一厂长回忆起当年的情况时说:“(2001年成为世界第一的)Single Cask10年用了新酒桶进行贮藏和醇化。由于我们生产出了厚重醇和型的原酒,所以大胆尝试了挑战。花费三、四年时间实验后才最终认定‘这个可以了’。酒与酒桶达到了绝配。”
贮藏麦芽原酒,通常采用贮藏过波本威士忌的空酒桶或者雪莉酒的空酒桶。木香强烈的新桶可能会破坏原酒本身的纤细香味,“难以自如掌控”曾是一个定论。
“尽管也存在风险,但我们在酒桶(内面的)烘烤方式等方面也下了不少工夫”。据说看到余市蒸馏厂的成功后,有些苏格兰的蒸馏厂也使用了新酒桶贮藏原酒。
煤炭直火催生“有劲”原酒
余市的原酒被公认为“厚重而有劲”。催生出这种口感的正是采用炭火直接加热的单式蒸馏器(pot still),这或许是全球仅存的一套设备。
蒸馏是从发酵后的酒醪中提取麦芽原酒的最后工序。蒸馏器可谓是蒸馏厂的心脏。操作员会在操作过程中通过监控器监控锅炉温度。每隔10分钟左右,用铲子迅速添加煤炭。仔细观察会发现,每个锅炉上部都系着稻草绳。之所以这样做,是因为创始人竹鹤政孝(1894~1979)出自日本酒酿酒世家。
 余市的单式蒸馏器(左) 操作员向蒸馏锅炉里添加煤炭(右)
余市的单式蒸馏器(左) 操作员向蒸馏锅炉里添加煤炭(右)
这是一种工作量大、火力控制也很困难的传统作业方式。杉本厂长表示,“尽管无法从科学角度加以证明,但我认为煤炭燃烧时的(火力的)‘扰动’产生了复杂的作用”。“这是自创业之初一直传承下来的技术,正是用这个蒸馏器才生产出了余市特有的原酒。因此,今后也不会改变炭火直接加热的做法吧”。
竹鹤的执着,接近于苏格兰的风土环境
为了追求尽可能接近苏格兰“寒冷湿润”的环境,竹鹤将总部建在了余市。蒸馏厂开设于1934(昭和9)年。由于酿造出麦芽原酒后至少要贮藏3到5年才能作为威士忌出货,所以最初是依靠生产苹果汁和苹果酒来维持经营的。
“自然和风土环境将塑造威士忌的个性”——至今仍贯彻着竹鹤的这一信念的另一个地方便是蒸馏厂内的原酒贮藏库。库内是土地地面,酒桶至多堆放两层,据说这些都是创业之初留下来的规矩。朴素至极的厂房周围自然生长着蜂斗菜。
 余市蒸馏厂的麦芽原酒贮藏库
余市蒸馏厂的麦芽原酒贮藏库
威士忌在贮藏过程中会通过酒桶接触外部空气,经过漫长时间逐渐醇化。杉本解释称:“这里距离日本海海岸仅900米。虽然同样无法进行证明,但海风的作用也赋予了原酒复杂的香气。”
创造了国产威士忌的鸟井和竹鹤
 竹鹤政孝(右)与妻子丽塔
竹鹤政孝(右)与妻子丽塔
日本制造威士忌的历史始于曾任摄津酒造技师的竹鹤被公司派往苏格兰的1918(大正7)年。当时的国产“威士忌”只是在中性酒精基础上进行调味和加香的模仿品。
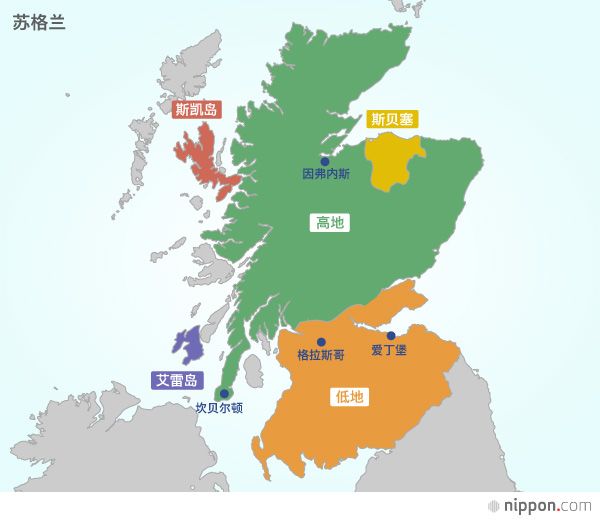
竹鹤曾在格拉斯哥大学应用化学系学习,并拥有在郎摩・格兰利威蒸馏厂(斯贝塞)和哈索本蒸馏厂(坎贝尔顿)实习的经验。但在他1920年回国之际,摄津酒造对正式开始制造威士忌一事仍踌躇不定。受到第一次世界大战后恐慌情绪的影响,日本正处在经济萧条的状况之中。
寿屋创始人鸟井信治郎认可竹鹤的技术和经验,起用他迈出了制造威士忌的步伐。当时,鸟井将进口葡萄酒成功调制成了适合日本人口味的“赤玉葡萄酒”,在市场上受到追捧,他决定趁势投资新事业。
1929(昭和4)年,鸟井和竹鹤创造的国产威士忌“三得利白札”面世。不过5年后,竹鹤与鸟井分道扬镳,自立了门户。
鸟井于1937年推出了直至今日仍是其主力产品的长期畅销品“角瓶”。竹鹤也在1940年发售了首款产品“Nikka Whisky”,但不久后威士忌被指定为战时管制品。对于这个行业来说,不幸中的万幸是作为一种军需品,原料采购没有任何障碍,即便在战争时期,麦芽原酒的生产也从未中断过。
 日本首款威士忌三得利白札(左) 发售之初的三得利角瓶(中) 第一瓶Nikka Whisky(右)
日本首款威士忌三得利白札(左) 发售之初的三得利角瓶(中) 第一瓶Nikka Whisky(右)
日本威士忌的主要发展脉络
| 1853 | 佩里率领的美军舰队首次让日本人喝到了威士忌? |
|---|---|
| 1870前后 | 开始进口日本人专饮的威士忌 |
| 1902 | 日英结成同盟。此后,威士忌在进口洋酒中的占比不断提升 |
| 1918 | 摄津酒造技师竹鹤政孝远赴苏格兰,实际学习威士忌制造技术(1920年回国) |
| 1923 | 寿屋(现在的三得利)的鸟井信治郎计划生产国产威士忌。竹鹤加入寿屋 |
| 1924 | 寿屋山崎蒸馏厂竣工 |
| 1929 | 第一瓶国产威士忌“三得利白札”开始发售 |
| 1934 | 竹鹤离开寿屋。设立大日本果汁(现在的Nikka Whisky) |
| 1937 | 现在的“三得利角瓶”开始发售 |
| 1940 | Nikka发售首款威士忌 |
| 1955前后 | 大城市中三得利威士忌吧不断涌现,highball(苏打水兑威士忌加冰块——译注)受到追捧 |
| 1964 | 与Nikka关系密切的朝日啤酒的子公司在日本率先开始生产真正的谷物威士忌 |
| 1969 | Nikka设立第二家蒸馏厂——宫城峡蒸馏厂 |
| 1971 | 洋酒进口实现完全自由化 |
| 1973 | 三得利设立第二家蒸馏厂——白州蒸馏厂 |
| 麒麟Seagram公司(现在的Kirin Distillery)设立富士御殿场蒸馏厂。次年推出“Robert Brown” | |
| 1983 | 保持上升势头的威士忌市场达到顶峰状态。之后直至2008年,几乎一路衰退 |
| 1989 | 三得利发售“响” |
| 2000 | Nikka发售“竹鹤” |
战后的洋酒热潮推动生产设备扩充
 位于山梨县北杜市的三得利白州蒸馏厂(三得利公司提供)
位于山梨县北杜市的三得利白州蒸馏厂(三得利公司提供)
第二次世界大战后,日本社会重建开始走上轨道的1955年前后,出现了一股洋酒热潮。以城市为中心,啤酒和威士忌的需求增大,取代了此前占压倒性多数市场份额的日本酒。在经济高速发展期的1964年,生产调和威士忌所必需的谷物原酒(以玉米等谷物为原料,通过连续式蒸馏器制造的威士忌)终于也在日本实现了本土生产,而Nikka和三得利相继在宫城峡(1969年)和白州(1973年)开设了各自的第二家麦芽原酒蒸馏厂。
苏格兰有100多家麦芽蒸馏厂,分别生产着充满个性的原酒。为了得到与自家产品类型不同的原酒,蒸馏厂之间平时经常交换或买卖原酒。尊尼获加、百龄坛等苏格兰调和型威士忌有时甚至会组合使用40种以上的原酒,调配出复杂的味道和香气。
日本缺乏相同的体系,各个企业必须凭借一己之力生产出多种类型的麦芽原酒。除了增产原酒的目的外,从提高威士忌品质的角度而言,建设“第二蒸馏厂”也是必然的选择。
 反过来说,假如威士忌的需求在战后重建和经济高速发展的过程中并未出现增长,那么三得利和Nikka就不可能做出增设蒸馏厂这种“进攻型的经营判断”,日本的威士忌或许就不会达到世界级的水平。
反过来说,假如威士忌的需求在战后重建和经济高速发展的过程中并未出现增长,那么三得利和Nikka就不可能做出增设蒸馏厂这种“进攻型的经营判断”,日本的威士忌或许就不会达到世界级的水平。
Nikka的首席调酒师佐久间正如是说。“从周边环境、气候到用于生产的设备、机器,宫城峡蒸馏厂(仙台市青叶区)都必须有别于余市的蒸馏厂。意图很明显,因为我们要生产与有劲的余市原酒形成对比、柔和而华贵的原酒。”
三得利两家蒸馏厂的选址也形成了鲜明对比。山崎靠近大阪这个大都市,是一个以水质优良闻名的地方,而白州(山梨县北杜市)则位于和南阿尔卑斯相邻的标高700米的森林之中。公司通过微调原料成分和制造工艺,在两个蒸馏厂内生产出了共计100多种独具个性的原酒。
国内市场从上世纪80年代开始趋于低迷
原本在经营上顺风顺水的日本威士忌厂商不久后也遭遇了转折。威士忌的课税数量在1983年达到了峰值的379000千升后,直至2008年几乎每年都在减少。在这25年间,市场缩小到了鼎盛时期的五分之一。
除了1984年实施威士忌增税政策外,用苏打水稀释甲类烧酒的“苏打烧酒”热潮的影响、喜好多样化导致葡萄酒需求增长等也是造成上述现象的原因。而且进口威士忌关税也大幅下降了。国内厂商中甚至有些蒸馏厂被迫关闭,比如Mercian轻井泽。
highball促使市场回暖
日本的威士忌市场在2009年终于开始回暖。截至2013年,课税数量已连续5年增长。三得利策划的“Highball Campaign”大获成功,让年轻人再次认识了威士忌。
诞生于该公司白州蒸馏厂的“Single Malt白州”“散发着清爽的森林之香”,在highball热潮中深受追捧。小野武厂长解释称:“白州品牌下的产品会让人联想到森林的四季,新酿让人想到嫩叶,12年陈酿让人想到新绿,18年陈酿让人想到成熟的水果,25年陈酿让人想到浓厚的果酱。”
 白州蒸馏厂的小野武厂长(左) 三得利的Single Malt白州25年(右)
白州蒸馏厂的小野武厂长(左) 三得利的Single Malt白州25年(右)
需求低迷期,三得利“从头审视”生产技术
小野厂长1989年进入公司。在威士忌人气不断下降的“逆境”中,他以技术人员、调酒师的身份参与了生产工作。
据说,三得利在1990年前后实施了一个全公司规模的项目,改变过去那种高度依赖技术人员“经验和直觉”的做法,引进科学观点,“从头审视威士忌制造工艺”。
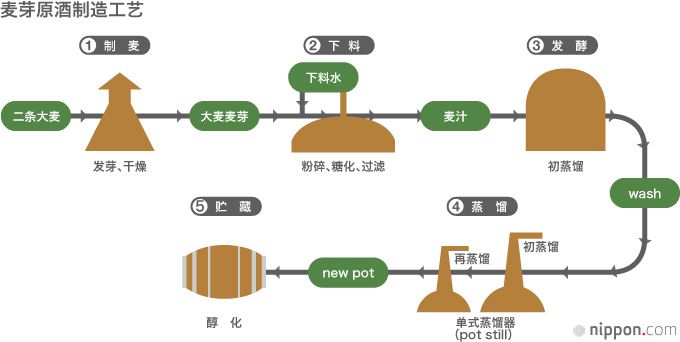
简述一下麦芽威士忌的制造过程,大致分为以下几步,首先让作为原料的二条大麦发芽,制作用泥煤熏制的麦芽。第二步是粉碎麦芽,与温水混合后制作糖化的麦汁。第三步,将麦汁移入发酵槽内,加入酵母后放置70小时左右,即可获得酒精度为6~7%的“wash(完成发酵的酒醪)”。
 在下料槽内实施的获取麦汁的工序(左) 白州蒸馏厂的木桶发酵槽(右)
在下料槽内实施的获取麦汁的工序(左) 白州蒸馏厂的木桶发酵槽(右)
第四步是将酒醪两次放入单式蒸馏器(pot still)内,提取酒精度在70度左右的无色酒(new pot)。往new pot中加入少量的水,将酒精度调整到60度,放入酒桶中进行贮藏、醇化,少则3年,多则5年、10年甚至15年。
回到前面的话题,小野所说的项目内容如下所示。
“比如酵母的生长分为成长、成熟、衰亡等几个阶段,我们从科学的视角分析了其最能释放甘甜成分的阶段。另外,我们还发现了如果将发酵初期产生的泡沫高度维持在较高状态,就可以提取出较多甘甜成分。关于此时甘甜成分的评估方法,我们会观察酒醪中某种氨基酸的量发生了多大程度的转移,还做了许多其他类似的工作。”
 产生泡沫,不断发酵的麦汁
产生泡沫,不断发酵的麦汁
“威士忌‘单边上升’的时代已经终结,可是决不能坐以待毙。我们具有必须生产更佳产品的问题意识。本公司于1984年发售Single Malt山崎,今后要推出更具个性的麦芽原酒。我们也迎来了这种市场营销的转折期。”
另一方面,小野也表示“生产威士忌并非遵守流程即可”。每次下料、发酵时的气温和湿度条件都不一样。他回忆称:“要培养出足以在一线应对这些问题的细微调控能力以及积累经验都需要时间。这里的设施都是33年前建设的,经过长年磨砺,逐渐提高了水平。”
 白州蒸馏厂的蒸馏器。它们形状各异(左) 白州蒸馏厂的原酒贮藏库(右)
白州蒸馏厂的蒸馏器。它们形状各异(左) 白州蒸馏厂的原酒贮藏库(右)
创造出“世界第一Single Malt”的Nikka
三得利的竞争对手Nikka也于上世纪80年代提出“生产出超越全球的威士忌”口号,正式着手提升品质。一个背景原因在于进口洋酒关税持续下降,这使他们产生了“今后将面临与外国威士忌的激烈竞争”这样一种危机感。
1982年入社,新人时代在余市工作的首席调酒师佐久间表示:“当时集结了所有技术人员,尝试了各种可能性。最初是原料、酵母和酒桶的调整,然后对从制麦到蒸馏的‘制造’部分也做了相当大的改变。全社员工在生产过程中都抱有‘赢得全球第一’的信念。”
 Nikka的首席调酒师佐久间正(左)
Nikka的首席调酒师佐久间正(左)
这些努力在20年后收到了回报。在2008年的世界级威士忌大赛——世界威士忌大奖(WWA)中,“Single Malt余市1987”获得了世界最佳单一麦芽威士忌称号。这是日本威士忌在单一麦芽威士忌领域首次赢得“世界第一”。
佐久间骄傲地表示:“应该说,我们实现了一直追求的目标,但这绝非偶然。之后的无数获奖经历都建立在那时提升的技术基础之上。”
1968年,Nikka的创始人竹鹤政孝在讲述自己半生故事的报纸连载栏目(日本经济新闻“我的履历书”)中提及了自己实习时待过的苏格兰郎摩·格兰利威蒸馏厂的麦芽,他写道“即便是在今天,那种香气也十分美妙,传统的力量从中渗透出来……。这种香气绝非寻常之物”。想想如今人们对日本威士忌的评价,恍若隔世。
何为日本威士忌?形成对比的三得利与Nikka
近年来,三得利旗舰产品调和型威士忌“响”和单一麦芽威士忌“山崎”,Nikka的调和麦芽威士忌(纯麦)“竹鹤”已经成为排行榜上“世界第一”宝座的常客。但有趣的是,两家公司对威士忌的理解明显不同。即与苏格兰之间选择的距离远近不同。
Nikka追求的威士忌理想毕竟是在发源地苏格兰的延长线上。首席调酒师佐久间断言:“我们的威士忌与苏格兰毫无差异。并没有刻意强调日本威士忌的意识。”
“这是用‘相同语言’酿制的酒,就算非要找出差异,也只是语言的重音不同。比如,我们摆上分别倒入了苏格兰和Nikka威士忌的100个杯子,恐怕谁也分不出来哪些杯子里装的是日本威士忌。”
另一方面,三得利强调“我们的威士忌与苏格兰威士忌具有不同个性”。作为在日本的洋酒市场占有最大份额的业界龙头,三得利始终追求生产符合日本人味觉、适于日餐的威士忌。
白州的小野厂长表示:“苏格兰威士忌是在苏格兰的风土环境中诞生的酒。我认为日本威士忌则是日本的四季孕育的酒。”
“与苏格兰威士忌相比,气候温暖的日本的威士忌更具陈年感,这可谓是日本威士忌的特点。还有一点,由日本人的味觉锻造出的‘细滑与平衡感’如今已获得了全世界的肯定。”
标题图片:Nikka Whisky余市蒸馏厂的技术人员从处于贮藏期的酒桶中取出麦芽原酒,检查醇化状况。摄于2014年6月20日
撰文:石井雅仁(编辑部)
Nikka余市蒸馏厂采访摄影:山田慎二
三得利 竹鹤政孝 苏格兰 威士忌 Nikka 麦芽 原酒 Whisky Magazine WM 世界威士忌大奖 WWA 余市 白州 山崎 宫城峡 鸟井信治郎