
獲得全球認可的「日本威士忌」
Guideto Japan
社會 文化 生活- English
- 日本語
- 简体字
- 繁體字
- Français
- Español
- العربية
- Русский
威士忌是成年人之酒。請打開一瓶頂級品牌的威士忌,往小巧的玻璃杯中倒入少許。靜置片刻,便會散發出源自麥芽的濃郁之香、長年醇化後的甘美之香、宛如置身森林之中的沉穩之香和稍許的焦木之香……。這所有的味道渾然一體,在我們感性的深處引發震撼。
僅用大麥和水製造的酒為何能醞釀出如此複雜的味道和香氣?答案就在於蒸餾後長達10年、20年以上在酒桶裏的醇化、放置酒桶的自然環境,以及釀造出能夠長年醇化的原酒之人的智慧與技術。
日本威士忌獨占鰲頭,震驚世人
英國專業雜誌《Whisky Magazine》在2001年首次舉辦了「Best of the Best」大賽,評選結果震驚了全世界的威士忌愛好者們。因為Nikka Whisky的「Single Cask余市10年」和三得利的「響21年」分獲綜合第一、第二名,日本威士忌獨占了鰲頭。
大賽中,來自英國、美國和日本的共計62位專家對該雜誌從世界各地選出的47種威士忌進行了品酒。「日本威士忌」力壓威士忌發源地蘇格蘭的蘇格蘭威士忌,首次被認定為「世界第一」。
1924年(大正13年),壽屋(現在的三得利)首次在京都郊外的山崎蒸餾出國產的麥芽原酒,到今年正好90年。正如下表所示,現在日本威士忌的口味和品質完全堪與蘇格蘭威士忌比肩。我們走訪生產一線,探尋了其中的一些秘密。
「超越蘇格蘭」的日本威士忌的主要獲獎情況
| 2001 | WM Best of the Best 綜合第一名 | Nikka Single Cask余市10年 |
|---|---|---|
| 綜合第二名 | 三得利 響21年 | |
| 2007 | WWA世界最佳調和威士忌 | 三得利 響30年 |
| WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴21年 | |
| 2008 | WWA世界最佳調和威士忌 | 三得利 響30年 |
| WWA世界最佳單一麥芽威士忌 | Nikka Single Malt余市1987 | |
| 2009 | WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴21年 |
| 2010 | WWA世界最佳調和威士忌 | 三得利 響30年 |
| WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴21年 | |
| 2011 | WWA世界最佳調和威士忌 | 三得利 響21年 |
| WWA世界最佳單一麥芽威士忌 | 三得利 山崎1984 | |
| WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴21年 | |
| 2012 | WWA世界最佳單一麥芽威士忌 | 三得利 山崎25年 |
| WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴17年 | |
| 2013 | WWA世界最佳調和威士忌 | 三得利 響21年 |
| WWA世界最佳調和麥芽威士忌 | MARS Maltage3+25 28年 | |
| 2014 | WWA世界最佳調和麥芽威士忌 | Nikka 竹鶴17年 |
注)WM是英國專業雜誌Whisky Magazine的縮寫,WWA是世界威士忌大獎(World Whiskies Awards)的縮寫
 Nikka Single Cask余市10年(左) 三得利 響21年(中) Nikka 竹鶴21年(右)
Nikka Single Cask余市10年(左) 三得利 響21年(中) Nikka 竹鶴21年(右)
保留著80年前原貌的余市蒸餾廠
余市位於北海道積丹半島與陸地連接之處,從札幌乘列車前往約需1個小時,是一個蘋果、櫻桃果園眾多、人口兩萬的城鎮。過去曾因捕撈鯡魚而繁盛一時,但如今卻已不復昔日風光。釀造出世界頂尖麥芽威士忌的Nikka的蒸餾廠的石廠門就在車站附近,還保持著80年前創業之初的原貌。
 Nikka 余市蒸餾廠正門(左) 從正門2樓看到的生產線樓群(右)
Nikka 余市蒸餾廠正門(左) 從正門2樓看到的生產線樓群(右)
 余市蒸餾廠的杉本淳一廠長
余市蒸餾廠的杉本淳一廠長
杉本淳一廠長回憶起當年的情況時說:「(2001年成為世界第一的)Single Cask10年用了新酒桶進行貯藏和醇化。由於我們生產出了厚重醇和型的原酒,所以大膽嘗試了挑戰。花費3、4年時間實驗後才最終認定『這個可以了』。酒與酒桶達到了絕配。」
貯藏麥芽原酒,通常採用貯藏過波本威士忌(Bourbon Whiskey)的空酒桶或者雪利酒(Sherry)的空酒桶。木香強烈的新桶可能會破壞原酒本身的纖細香味,「難以自如掌控」曾是一個定論。
「儘管也存在風險,但我們在酒桶(內面的)烘烤方式等方面也下了不少工夫」。據說看到余市蒸餾廠的成功後,有些蘇格蘭的蒸餾廠也使用了新酒桶貯藏原酒。
煤炭直火催生「有勁」原酒
余市的原酒被公認為「厚重而有勁」。催生出這種口感的正是採用炭火直接加熱的單式蒸餾器(pot still),這或許是全球僅存的一套設備。
蒸餾是從發酵後的醪糟中提取麥芽原酒的最後工序。蒸餾器可謂是蒸餾廠的心臟。操作員會在操作過程中通過監控器監控鍋爐溫度。每隔10分鐘左右,用鏟子迅速添加煤炭。仔細觀察會發現,每個鍋爐上部都綁著稻草繩。之所以這樣做,是因為創始人竹鶴政孝(1894~1979)出自日本酒釀酒世家。
 余市的單式蒸餾器(左) 操作員向蒸餾鍋爐裏添加煤炭(右)
余市的單式蒸餾器(左) 操作員向蒸餾鍋爐裏添加煤炭(右)
這是一種工作量大、火力控制也很困難的傳統作業方式。杉本廠長表示,「儘管無法從科學角度加以證明,但我認為煤炭燃燒時的(火力的)『擾動』產生了複雜的作用」。「這是自創業之初一直傳承下來的技術,正是用這個蒸餾器才生產出了余市特有的原酒。因此,今後也不會改變炭火直接加熱的做法吧」。
竹鶴的執著,接近於蘇格蘭的風土環境
為了追求盡可能接近蘇格蘭「寒冷濕潤」的環境,竹鶴將總部建在了余市。蒸餾廠開設於1934(昭和9)年。由於釀造出麥芽原酒後至少要貯藏3到5年才能作為威士忌出貨,所以最初是依靠生產蘋果汁和蘋果酒來維持經營的。
「自然和風土環境將塑造威士忌的個性」——至今仍貫徹著竹鶴的這一信念的另一個地方便是蒸餾廠內的原酒貯藏庫。庫內是土地地面,酒桶至多堆放兩層,據說這些都是創業之初留下來的規矩。樸素至極的廠房周圍自然生長著蜂斗菜。
 余市蒸餾廠的麥芽原酒貯藏庫
余市蒸餾廠的麥芽原酒貯藏庫
威士忌在貯藏過程中會通過酒桶接觸外部空氣,經過漫長時間逐漸醇化。杉本解釋稱:「這裏距離日本海海岸僅900m。雖然同樣無法進行證明,但海風的作用也賦予了原酒複雜的香氣。」
創造了國產威士忌的鳥井和竹鶴
 竹鶴政孝(右)與妻子莉塔
竹鶴政孝(右)與妻子莉塔
日本製造威士忌的歷史始於曾任攝津酒造技師的竹鶴被公司派往蘇格蘭的1918(大正7)年。當時的國產「威士忌」只是在中性酒精基礎上進行調味和加香的模仿品。
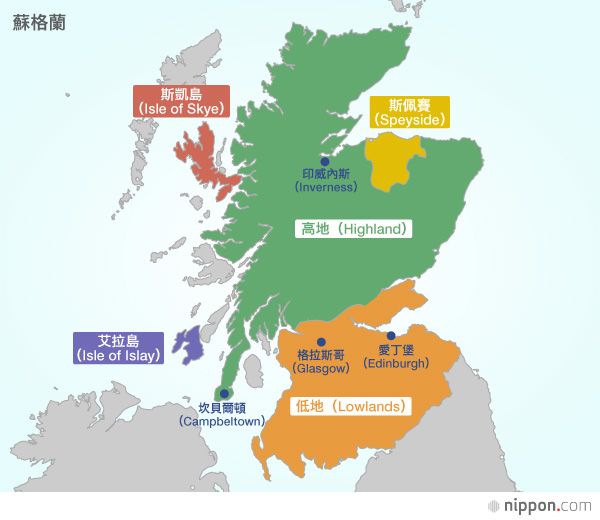
竹鶴曾在格拉斯哥大學(University of Glasgow)應用化學系學習,並擁有在郎摩・格蘭利威蒸餾廠(斯貝塞,Longmorn [today’s Glenlivet] in Speyside)和哈索本蒸餾廠(坎貝爾頓,former Hazelburn distillery in Campbeltown)實習的經驗。但在他1920年回國之際,攝津酒造對正式開始製造威士忌一事仍躊躇不定。受到第一次世界大戰後恐慌情緒的影響,日本正處在經濟蕭條的狀況之中。
壽屋創始人鳥井信治郎認可竹鶴的技術和經驗,起用他邁出了製造威士忌的步伐。當時,鳥井將進口葡萄酒成功調製成了適合日本人口味的「赤玉葡萄酒(Akadama Port Wine)」,在市場上受到歡迎,他決定趁勢投資新事業。
1929(昭和4)年,鳥井和竹鶴創造的國產威士忌「三得利白札」面世。不過5年後,竹鶴與鳥井分道揚鑣,自立了門戶。
鳥井於1937年推出了直至今日仍是其主力產品的長期暢銷品「角瓶」。竹鶴也在1940年發售了首款產品「Nikka Whisky」,但不久後威士忌被指定為戰時管制品。對於這個行業來說,不幸中的萬幸是作為一種軍需品,原料採購沒有任何障礙,即便在戰爭時期,麥芽原酒的生產也從未中斷過。
 日本首款威士忌三得利白札(左) 發售之初的三得利角瓶(中) 第一瓶Nikka Whisky(右)
日本首款威士忌三得利白札(左) 發售之初的三得利角瓶(中) 第一瓶Nikka Whisky(右)
日本威士忌的主要發展脈絡
| 1853 | 培理(Matthew Perry)率領的美軍艦隊首次讓日本人喝到了威士忌? |
|---|---|
| 1870前後 | 開始進口日本人專飲的威士忌 |
| 1902 | 日英結成同盟。此後,威士忌在進口洋酒中的占比不斷提升 |
| 1918 | 攝津酒造技師竹鶴政孝遠赴蘇格蘭,實際學習威士忌製造技術(1920年回國) |
| 1923 | 壽屋(現在的三得利)的鳥井信治郎計劃生產國產威士忌。竹鶴加入壽屋 |
| 1924 | 壽屋山崎蒸餾廠竣工 |
| 1929 | 第一瓶國產威士忌「三得利白札」開始發售 |
| 1934 | 竹鶴離開壽屋。設立大日本果汁(現在的Nikka Whisky) |
| 1937 | 現在的「三得利角瓶」開始發售 |
| 1940 | Nikka發售首款威士忌 |
| 1955前後 | 大城市中三得利威士忌吧不斷湧現,highball(蘇打水兌威士忌加冰塊——譯註)受到歡迎 |
| 1964 | 與Nikka關係密切的朝日啤酒的子公司在日本率先開始生產真正的穀物威士忌 |
| 1969 | Nikka設立第二家蒸餾廠——宮城峽蒸餾廠 |
| 1971 | 洋酒進口實現完全自由化 |
| 1973 | 三得利設立第二家蒸餾廠——白州蒸餾廠 |
| 麒麟Seagram公司(現在的Kirin Distillery)設立富士御殿場蒸餾廠。次年推出「Robert Brown」 | |
| 1983 | 保持上升趨勢的威士忌市場達到頂峰狀態。之後直至2008年,幾乎一路衰退 |
| 1989 | 三得利發售「響」 |
| 2000 | Nikka發售「竹鶴」 |
戰後的洋酒熱潮推動生產設備擴充
 位於山梨縣北杜市的三得利白州蒸餾廠(三得利公司提供)
位於山梨縣北杜市的三得利白州蒸餾廠(三得利公司提供)
第二次世界大戰後,日本社會重建開始走上軌道的1955年前後,出現了一股洋酒熱潮。以城市為中心,啤酒和威士忌的需求增大,取代了此前占壓倒性多數市場份額的日本酒。在經濟高速發展期的1964年,生產調和威士忌所必需的穀物原酒(以玉米等穀物為原料,通過連續式蒸餾器製造的威士忌)終於也在日本實現了本土生產,而Nikka和三得利相繼在宮城峽(1969年)和白州(1973年)開設了各自的第二家麥芽原酒蒸餾廠。
蘇格蘭有100多家麥芽蒸餾廠,分別生產著充滿個性的原酒。為了得到與自家產品類型不同的原酒,蒸餾廠之間平時經常交換或買賣原酒。約翰走路(Johnny Walker)、百齡罈(Ballantine)等蘇格蘭調和威士忌有時甚至會組合使用40種以上的原酒,調配出複雜的味道和香氣。
日本缺乏相同的體系,各個企業必須憑藉一己之力生產出多種類型的麥芽原酒。除了增產原酒的目的外,從提高威士忌品質的角度而言,建設「第二蒸餾廠」也是必然的選擇。
 反過來說,假如威士忌的需求在戰後重建和經濟高速發展的過程中並未出現成長,那麼三得利和Nikka就不可能做出增設蒸餾廠這種「進攻型的經營判斷」,日本的威士忌或許就不會達到世界級的水準。
反過來說,假如威士忌的需求在戰後重建和經濟高速發展的過程中並未出現成長,那麼三得利和Nikka就不可能做出增設蒸餾廠這種「進攻型的經營判斷」,日本的威士忌或許就不會達到世界級的水準。
Nikka的首席調酒師佐久間正如是說。「從周邊環境、氣候到用於生產的設備、機器,宮城峽蒸餾廠(仙臺市青葉區)都必須有別於余市的蒸餾廠。意圖很明顯,因為我們要生產與有勁的余市原酒形成對比、柔和而華貴的原酒。」
三得利兩家蒸餾廠的選址也形成了鮮明對比。山崎靠近大阪這個大都市,是一個以水質優良聞名的地方,而白州(山梨縣北杜市)則位於和南阿爾卑斯相鄰的標高700m的森林之中。公司通過微調原料成分和製造工藝,在兩個蒸餾廠內生產出了共計100多種獨具個性的原酒。
國內市場從上世紀80年代開始趨於低迷
原本在經營上順風順水的日本威士忌廠商不久後也遭遇了轉折。威士忌的課稅數量在1983年達到了峰值的379,000kl後,直至2008年幾乎每年都在減少。在這25年間,市場縮小到了鼎盛時期的五分之一。
除了1984年實施威士忌增稅政策外,用蘇打水稀釋甲類燒酒的「蘇打燒酒」熱潮的影響、喜好多樣化導致葡萄酒需求成長等也是造成上述現象的原因。而且進口威士忌關稅也大幅下降了。國內廠商中甚至有些蒸餾廠被迫關閉,比如Mercian輕井澤。
Highball促使市場回暖
日本的威士忌市場在2009年終於開始回暖。截至2013年,課稅數量已連續5年成長。三得利策劃的「Highball Campaign」大獲成功,讓年輕人再次認識了威士忌。
誕生於該公司白州蒸餾廠的「Single Malt白州」「散發著清爽的森林之香」,在Highball熱潮中深受歡迎。小野武廠長解釋稱:「白州品牌下的產品會讓人聯想到森林的四季,新釀讓人想到嫩葉,12年陳釀讓人想到新綠,18年陳釀讓人想到成熟的水果,25年陳釀讓人想到濃厚的果醬。」
 白州蒸餾廠的小野武廠長(左) 三得利的Single Malt白州25年(右)
白州蒸餾廠的小野武廠長(左) 三得利的Single Malt白州25年(右)
需求低迷期,三得利「從頭審視」生產技術
小野廠長1989年進入公司。在威士忌人氣不斷下降的「逆境」中,他以技術人員、調酒師的身分參與了生產工作。
據說,三得利在1990年前後實施了一個全公司規模的項目,改變過去那種高度依賴技術人員「經驗和直覺」的做法,引進科學觀點,「從頭審視威士忌製造技術」。
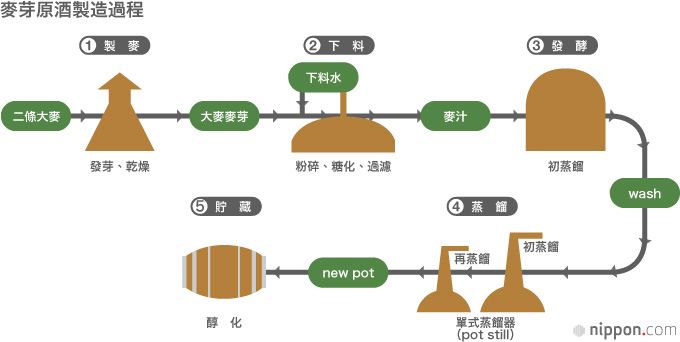
簡述一下麥芽威士忌的製造過程,大致分為以下幾步,首先讓作為原料的二條大麥發芽,製作用泥煤熏制的麥芽。第二步是粉碎麥芽,與溫水混合後製作糖化的麥汁。第三步,將麥汁移入發酵槽內,加入酵母後放置70小時左右,即可獲得酒精度為6~7%的「wash(完成發酵的酒釀)」。
 在下料槽內實施的獲取麥汁的工序(左) 白州蒸餾廠的木桶發酵槽(右)
在下料槽內實施的獲取麥汁的工序(左) 白州蒸餾廠的木桶發酵槽(右)
第四步是將酒釀兩次放入單式蒸餾器(pot still)內,提取酒精度在70度左右的無色酒(new pot)。往new pot中加入少量的水,將酒精度調整到60度,放入酒桶中進行貯藏、醇化,少則3年,多則5年、10年甚至15年。
回到前面的話題,小野所說的項目內容如下所示。
「比如酵母的生長分為成長、成熟、衰亡等幾個階段,我們從科學的角度分析了其最能釋放甘甜成分的階段。另外,我們還發現了如果將發酵初期產生的泡沫高度維持在較高狀態,就可以提取出較多甘甜成分。關於此時甘甜成分的評估方法,我們會觀察酒釀中某種氨基酸的量發生了多大程度的轉移,還做了許多其他類似的工作。」
 產生泡沫,不斷發酵的麥汁
產生泡沫,不斷發酵的麥汁
「威士忌『不斷成長』的時代已經終結,可是決不能坐以待斃。我們具有必須生產更佳產品的問題意識。本公司於1984年發售Single Malt山崎,今後要推出更具個性的麥芽原酒。我們也迎來了這種市場營銷的轉折期。」
另一方面,小野也表示「生產威士忌並非遵守流程即可」。每次下料、發酵時的氣溫和濕度條件都不一樣。他回憶稱:「要培養出足以在一線應對這些問題的細微調控能力以及積累經驗都需要時間。這裏的設施都是33年前建設的,經過長年磨礪,逐漸提高了水準。」
 白州蒸餾廠的蒸餾器。它們形狀各異(左) 白州蒸餾廠的原酒貯藏庫(右)
白州蒸餾廠的蒸餾器。它們形狀各異(左) 白州蒸餾廠的原酒貯藏庫(右)
創造出「世界第一Single Malt」的Nikka
三得利的競爭對手Nikka也於上世紀80年代提出「生產出超越全球的威士忌」口號,正式著手提升品質。一個背景原因在於進口洋酒關稅持續下降,這使他們產生了「今後將面臨與外國威士忌的激烈競爭」這樣一種危機感。
1982年入社,新人時代在余市工作的首席調酒師佐久間表示:「當時集結了所有技術人員,嘗試了各種可能性。最初是原料、酵母和酒桶的調整,然後對從製麥到蒸餾的『製造』部分也做了相當大的改變。全體員工在生產過程中都抱有『贏得全球第一』的信念。」
 Nikka的首席調酒師佐久間正(左)
Nikka的首席調酒師佐久間正(左)
這些努力在20年後收到了回報。在2008年的世界級威士忌大賽——世界威士忌大獎(WWA)中,「Single Malt余市1987」獲得了世界最佳單一麥芽威士忌稱號。這是日本威士忌在單一麥芽威士忌領域首次贏得「世界第一」。
佐久間驕傲地表示:「應該說,我們實現了一直追求的目標,但這絕非偶然。之後的無數獲獎經歷都建立在那時提升的技術基礎之上。」
1968年,Nikka的創始人竹鶴政孝在講述自己半生故事的報紙連載欄目(日本經濟新聞「我的履歷書」)中提及了自己實習時待過的蘇格蘭郎摩・格蘭利威蒸餾廠的麥芽,他寫道「即便是在今天,那種香氣也十分美妙,傳統的力量從中滲透出來……。這種香氣絕非尋常之物」。想想如今人們對日本威士忌的評價,恍若隔世。
何為日本威士忌?形成對比的三得利與Nikka
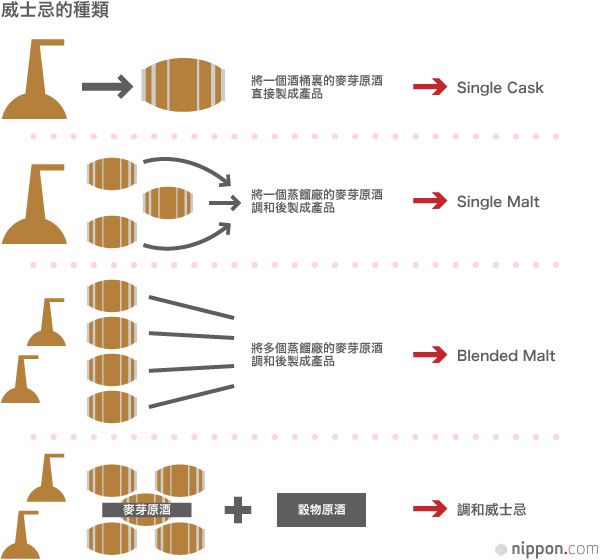
近年來,三得利旗艦產品調和威士忌「響」和單一麥芽威士忌「山崎」,Nikka的調和麥芽威士忌(純麥)「竹鶴」已經成為排行榜上「世界第一」寶座的常客。但有趣的是,兩家公司對威士忌的理解明顯不同。即與蘇格蘭之間選擇的距離遠近不同。
Nikka追求的威士忌理想畢竟是在發源地蘇格蘭的延長線上。首席調酒師佐久間斷言:「我們的威士忌與蘇格蘭毫無差異。並沒有刻意強調日本威士忌的意識。」
「這是用『相同語言』釀製的酒,就算非要找出差異,也只是語言的重音不同。比如,我們擺上分別倒入了蘇格蘭和Nikka威士忌的100個杯子,恐怕誰也分不出來哪些杯子裏裝的是日本威士忌。」
另一方面,三得利強調「我們的威士忌與蘇格蘭威士忌具有不同個性」。作為在日本的洋酒市場占有最大份額的業界龍頭,三得利始終追求生產符合日本人味覺、適於日餐的威士忌。
白州的小野廠長表示:「蘇格蘭威士忌是在蘇格蘭的風土環境中誕生的酒。我認為日本威士忌則是日本的四季孕育的酒。」
「與蘇格蘭威士忌相比,氣候溫暖的日本的威士忌更具陳年感,這可謂是日本威士忌的特點。還有一點,由日本人的味覺鍛造出的『細滑與平衡感』如今已獲得了全世界的肯定。」
標題圖片:Nikka Whisky余市蒸餾廠的技術人員從處於貯藏期的酒桶中取出麥芽原酒,檢查醇化狀況。攝於2014年6月20日
撰文:石井雅仁(編輯部)
Nikka余市蒸餾廠採訪攝影:山田慎二
三得利 竹鶴政孝 NIKKA 蘇格蘭 威士忌 麥芽 原酒 Whisky Magazine WM 世界威士忌大獎 WWA 余市 白州 山崎 宮城峽 鳥井信治郎