
マンホール工場見学フォトギャラリー
Guideto Japan
科学 技術- English
- 日本語
- 简体字
- 繁體字
- Français
- Español
- العربية
- Русский
ただの円盤ではない、高性能なマンホール
 マンホールから水が勢いよく噴き出す
マンホールから水が勢いよく噴き出す
近年、梅雨から夏の間に集中豪雨や局地的大雨が増えている日本。上の写真のように、路面から水が噴き出す場面を、テレビや動画サイトなどでよく見掛けるようになった。「マンホールが破裂した」と驚く人もいるが、これはマンホールの機能がしっかりと働いている状態だ。
大量に流れ込んだ雨水によって下水道内の圧力が異常に高まった時、マンホールは蓋(ふた)を1〜2センチメートル浮上させて排気と排水を行う。そして、圧力が下がると、元の位置にぴたりと戻る。その機能を検査するために、製造工場では写真のような圧力解放耐揚圧試験を実施しているのだ。
本来マンホールとは、地下にある設備の点検や修理をするために人が出入りする縦穴のこと。私たちが道路で見掛けるのはマンホールの蓋の部分で、単なる鉄の円盤ではない。それを載せる受枠(うけわく)、両者をつなぐ頑丈な蝶番(ちょうつがい)と錠、そしてロック付き転落防止用梯子(はしご)という5つの部品がセットになっている。
 5つの部品を組み上げたマンホール蓋の全貌
5つの部品を組み上げたマンホール蓋の全貌
そのため、下水道が氾濫しても、蓋が飛んでしまうことはほとんどない。万が一、蓋が外れてしまっても、梯子が落下を防ぐ構造になっている。道路が浸水して地面が見えづらい場合でも、蓋が外れたマンホールから下水道に落ちてしまうなんてことは、まず起こらないのだ。
 通常はマンホールの出入りに使われる梯子だが、落下防止機能も備えている
通常はマンホールの出入りに使われる梯子だが、落下防止機能も備えている
黒いマンホールと下水道にも注目してほしい
今回、試験風景とマンホール製造の工程を見学させてくれた日之出水道機器株式会社は、日本の下水道用マンホール蓋の約6割を製造販売する業界最大手メーカー。案内を担当してくれた栃木工場生産部の白井正明(まさあき)さんは、日本のマンホールの特徴をこう説明する。
「人が出入りするための設備ですから、マンホールの蓋は軽い方が開け閉めしやすい。逆に、重くすれば外れないし、割れづらく、ガタつきも少なくなるのです。構造が単純でコストも安いため、海外の多くの国では重くする方法を採用しています。でも、日本は機能重視で、できるだけ軽くする方法を選んだのです」
その結果、高度な技術力が求められている。ガタつき防止のためには、ただ蓋を載せるだけの平置きではなく、蓋と受枠に角度を付けることで密着させる「急勾配受け構造」を採用している。そうすることで開閉もスムーズになるが、成型には精密な加工が必要となる。白井さんは、「ボルトやパッキンなどの手段を使わずにガタつきを止めているのは、日本のマンホール蓋だけです」と誇らしげに言う。
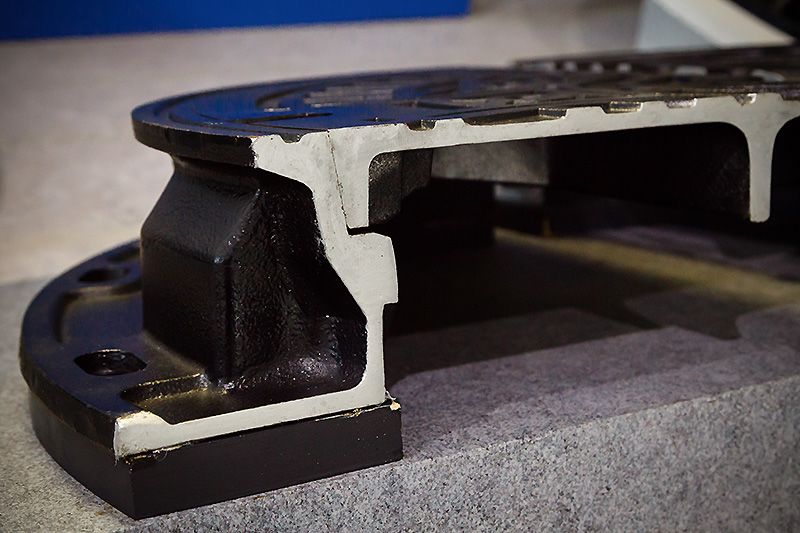 蓋の側面に角度を付けることで、重力によって受枠に密着させる構造。この形状によって、圧力解放時の浮上と自然収納もスムーズに行える
蓋の側面に角度を付けることで、重力によって受枠に密着させる構造。この形状によって、圧力解放時の浮上と自然収納もスムーズに行える
2016年に発行が始まった「マンホールカード」の流行などで、現在は空前のマンホールブームとなっている。しかし、着色されたデザインマンホールは全体のわずか1%未満で、ほとんどが地道に下水道を支える黒いマンホール蓋だ。その構造や機能、そして日本の下水道システム自体にもっと注目してほしいと生産部部長の荒川健彦(たけひこ)さんは言う
「内側から水があふれてきても蓋が外れず、しかも元の状態に戻り、万一にも人が落ちないで、毎日4000台の自動車が上を通過してもガタつかない強度と構造を持っているのです。日本のマンホールは世界に誇れる精密機器だと私たちは思っています」(荒川さん)
関連記事 › 直径60センチの小宇宙「デザインマンホール」12選
 左から白井さん、広報の和田なつみさん、高橋璃花子(りかこ)さん、荒川さん。栃木工場のある大田原市のデザインマンホールと共に「マンホール・ポーズ」
左から白井さん、広報の和田なつみさん、高橋璃花子(りかこ)さん、荒川さん。栃木工場のある大田原市のデザインマンホールと共に「マンホール・ポーズ」
マンホールの製造現場を見学!

日之出水道機器栃木工場。マンホール蓋以外にも、さまざまな上下水道関連機器の製造と開発を行う。
工程① 砂型の準備

アルミニウムでできた母型(おもがた)。これがマンホール蓋の原型だ。写真はベイブリッジをデザインした横浜市の物。

工場の立体倉庫には、これまで製造してきた4000種類以上の母型が収められている。

母型を粘り気の強い特殊な砂で挟んで砂型を作る。
工程② 材料の準備

材料の7割は近隣の工場などで出た廃金属。つまり、マンホールはリサイクル品だ。

品質基準をクリアした上質なスクラップ鉄を高温の電気炉に投入。

マグネシウムや硫黄などをスクラップ鉄に加えて、強度や耐食性を備えた「球状黒鉛鋳鉄」を造成する。

材料に混入していた不純物をしっかりと取り除く。
工程③ 材料を砂型に注入

炉で溶解させた材料を流し込む注湯には、大量生産用の「自動注湯」と、少数の特注品や大型マンホール用の「手動注湯」のラインがある。こちらは手動注湯の作業。

職人が流し込む「量」と「スピード」が品質を決める。砂型の穴の形状にも独自のノウハウがある。
手作業で丁寧に仕上げるカラー塗装
工程④ 取り出し

冷却後、砂型が壊されると右側のように砂が付着したマンホールが姿を現す。細かい鉄の球を無数に打ち付けるショットブラストという手法で、表面の砂を落とすと左側の状態になる。
工程⑤ 仕上げ

不要な部分であるバリを、機械と人の手でそぎ落とす。

さらに機械加工で側面を中心に研磨し、蓋と受枠がぴたりと合うまで精度を高める。

奥が研磨前、手前が研磨後。わずか0.2ミリのズレでもガタつきが起こるという。
工程⑥ 塗装

全ての蓋にさび止めの黒い塗装が施される。自動車のボディーと同じ電着塗装でムラなく仕上げられる。

塗装が乾いた蓋と、残り4つのパーツを組み合わせていく。
工程⑦ 組み立て

完成したマンホールは物流センターへと運ばれる。
特別工程 カラー塗装

カラー塗装は全て手作業。塗装職人がホットドッグ用ケチャップのディスペンサーのような容器を使い、色付きの樹脂を流し込む。

複雑なデザインのため、丁寧な作業が必要。面積が広い部分も、均一にムラなく水平に仕上げるのが難しいという。作業時間は、熟練の職人でも1枚当たり約1時間。

ガスバーナーで加熱すると塗料が固まり、ピカピカと光沢が出る。丸1日乾燥させると完成だ。
取材・文=鈴木 尚人写真=三輪 憲亮